1.模切深度不够
如果模切刀未将面材完全切断,排废边易将标签带走而出现“飞标”现象。未将胶黏剂层完全切断亦会引起排废带标,由于排废边下面的胶黏剂与标签下面的胶黏剂发生粘连,标签会被断断续续地带起,并会出现拉丝现象。
2.模切后胶黏剂回流
环境温度较高时,胶黏剂的流动性增强,如果模切工位与排废工位相隔较远,易使原先切断的胶黏剂层回流粘连,此时排废边带标的位置不固定,且带标的个数时多时少。将标签与排废边分开时,可以看到明显的拉丝现象。这与胶黏剂层未切断而引起的拉丝现象相似(如图1所示),可通过染色法对两者进行区分:胶黏剂回流的标签,模切深度比较深,在底纸硅油层表面能看到模切刀痕;若是胶黏剂层没有完全切断,模切深度比较浅,在底纸硅油层表面的刀痕印迹也很浅,或根本看不到刀痕印迹。
胶黏剂层未完全切断或胶黏剂回流粘连,排废边将标签不规则地带起缩短模切工位和排废工位的间距,可使胶黏剂回流的概率大为下降。而增大排废角度能够减少拉丝现象的出现。小尺寸排废辊和大排废角度都能在一定程度上迅速剥离排废边,减轻其与标签胶黏剂层的粘连程度,帮助标签与排废边分离。
3.模切刀有瑕疵
当排废边带起的标签总位于同一个位置时,可小心地将标签从排废边上揭下,使用放大镜仔细观察标签从排废边揭下时粘连的位置,如果发现存在被拉断的纸纤维,通常不是模切刀有缺口就是刀已经钝了,或是此处的承压位置下陷。这是由于模切刀问题导致面材未充分切断、标签被排废边带走的常况,与模切刀头尾部位有缝隙出现的情形相似。
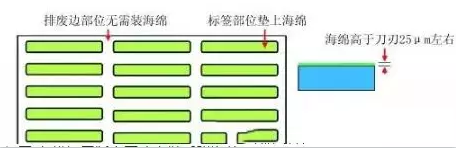
4.排废边面积过大
对于圆形、鼓形或一些特殊外形的标签,排废边面积与标签面积的比值越大,排废时废边对标签的拉扯力就越大,也越容易带走标签。在模切刀版的排废边处增加刀片,可使排废时作用力分散,就不容易产生带标问题。